
Hír
 Otthon / Hír / Ipari hírek / Melyek a tipikus anyag- és hőkezelési előírások az egysoros keresztezett hengeres csapágyakhoz?
Otthon / Hír / Ipari hírek / Melyek a tipikus anyag- és hőkezelési előírások az egysoros keresztezett hengeres csapágyakhoz? Melyek a tipikus anyag- és hőkezelési előírások az egysoros keresztezett hengeres csapágyakhoz?
 2025.06.06
2025.06.06
 Ipari hírek
Ipari hírek
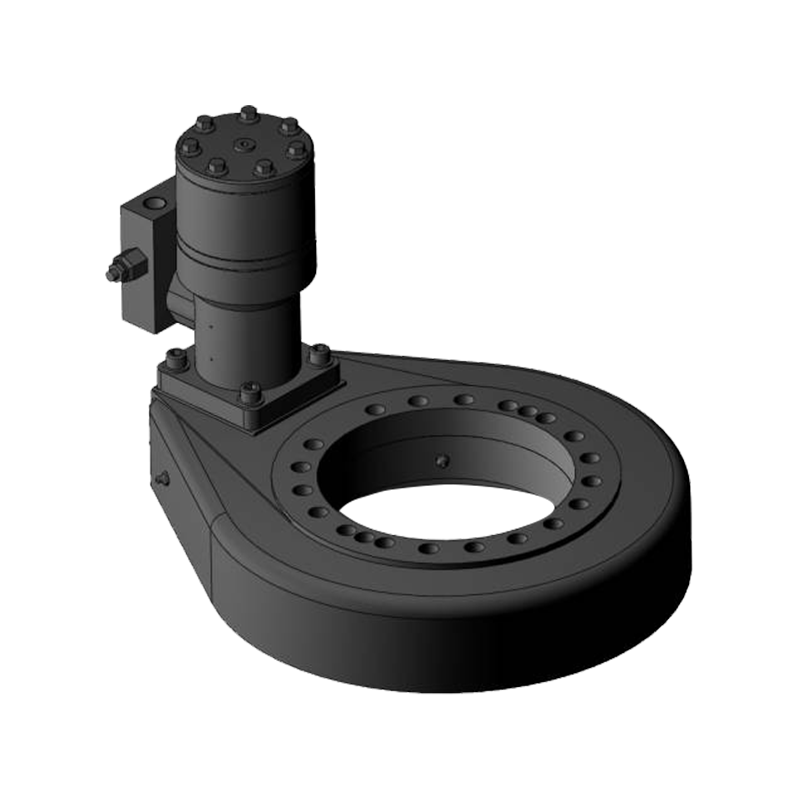
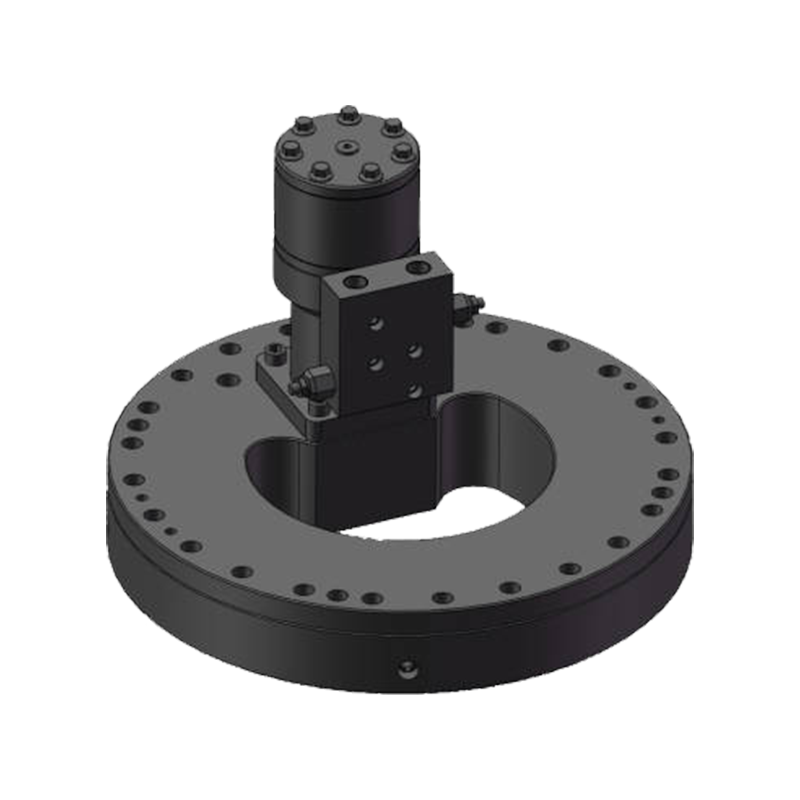
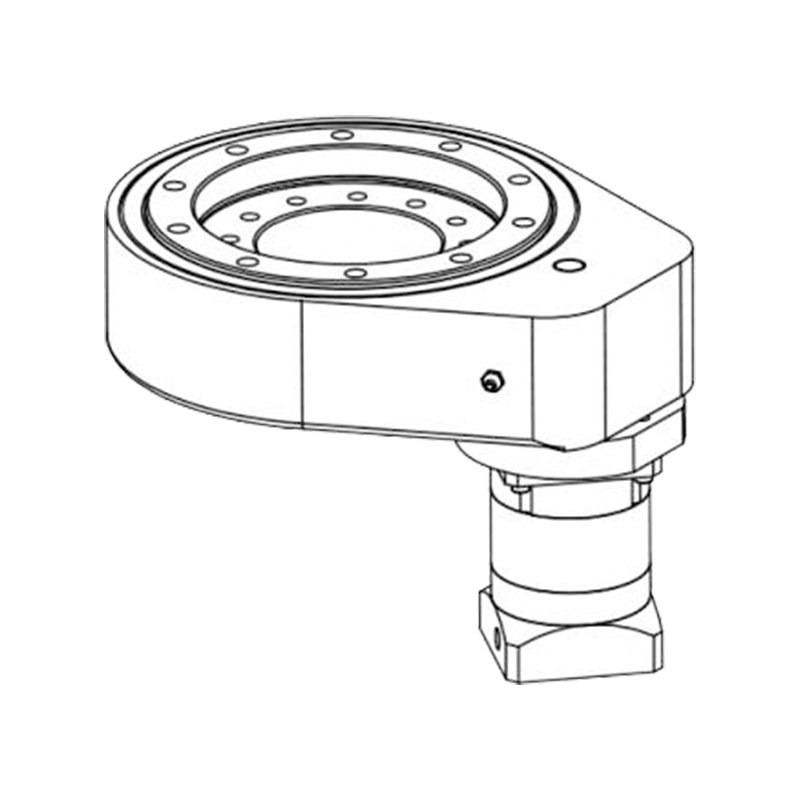
A tipikus anyag- és hőkezelési előírások egysoros keresztezett hengeres csapágyak gondosan kiválasztják a nagy terhelést hordozó kapacitás, a kopásállóság, a szerkezeti integritás és a tartósság biztosítása érdekében igényes működési körülmények között. Ezeket a csapágyakat általában olyan berendezésekben használják, mint a daruk, kotrógépek, szélturbinák, ipari robotok és forgó platformok, ahol mind axiális, mind sugárirányú terheléseket, valamint a dőlési pillanatokra egyidejűleg be kell tartani. Ezért az anyagok megválasztásának és a hőkezelési folyamatoknak meg kell felelnie a teljesítményigénynek, miközben megőrzi a dimenziós stabilitást és a fáradtság szilárdságát.
A leggyakoribb anyag, amelyet az egysoros keresztezett hengeres csapágyak versenypályáihoz használnak, a 42CRMO (AISI 4140 vagy azzal egyenértékű), egy közepes szén-dioxid-széntartalmú, alacsony ötvözetű acél, amely kiváló szilárdságáról, keménységéről és edzhetőségéről ismert. Ez az acél a megmunkálhatóság kiegyensúlyozott kombinációját kínálja a lágyított állapotban és a hőkezelés után magas mechanikai szilárdság. Egyes alacsonyabb terhelési igényekkel vagy költségkorlátozásokkal rendelkező alkalmazásokban 50mn (DIN 1.1216) is használható, bár ez általában kevésbé kopásálló és hajlamosabb a fáradtságra.
Miután a versenypályákat a szükséges geometriához megmunkálták, indukciós hőkezeléssel felszíni megkeményedésen mennek keresztül, amelyben a lokalizált fűtés és a gyors oltás megkeményedett réteget hoz létre a működő felületeken. A 42CRMO esetében a cél az, hogy a HRC 55–62 versenypályás felületi keménységét elérje, a keményítő mélység jellemzően 3 mm -től 6 mm -ig terjed, a csapágy méretétől és a kialakítástól függően. A versenypálya magja viszonylag lágyabb marad (a HRC 30–40 körül), megőrizve a keménységet és a repedés ellenállását.
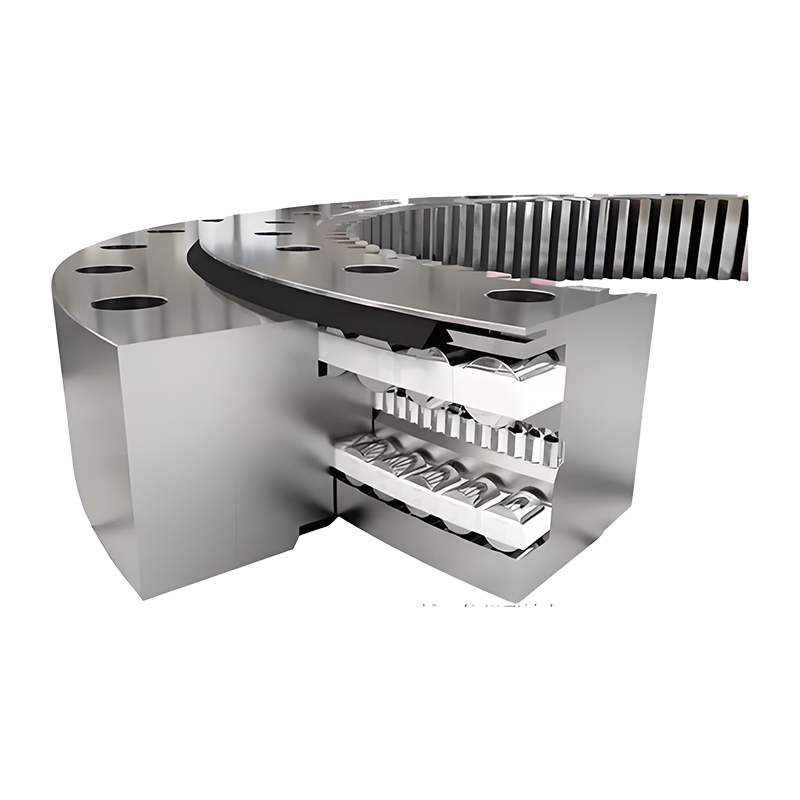
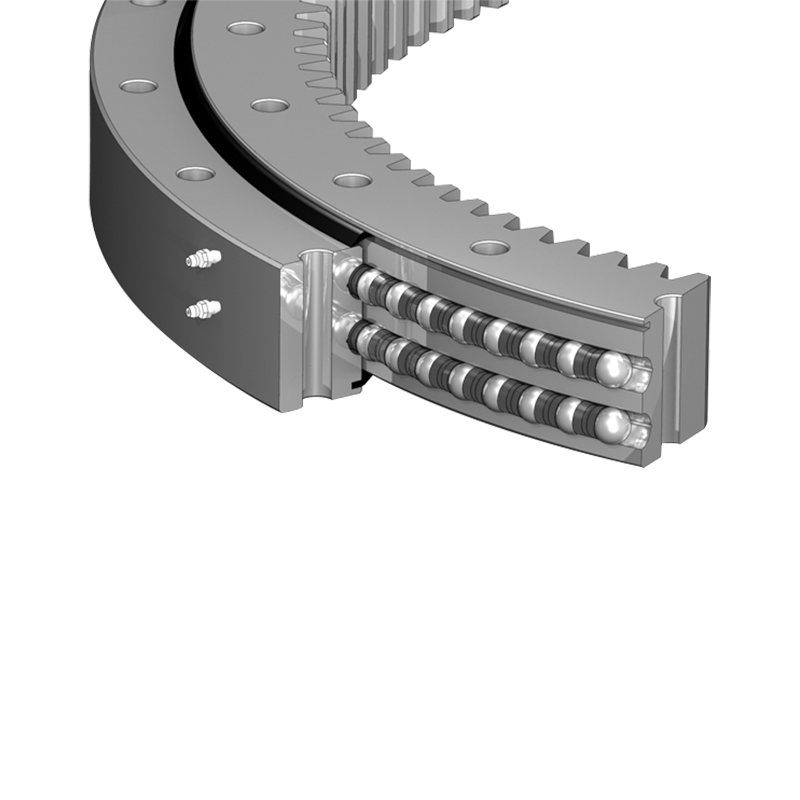
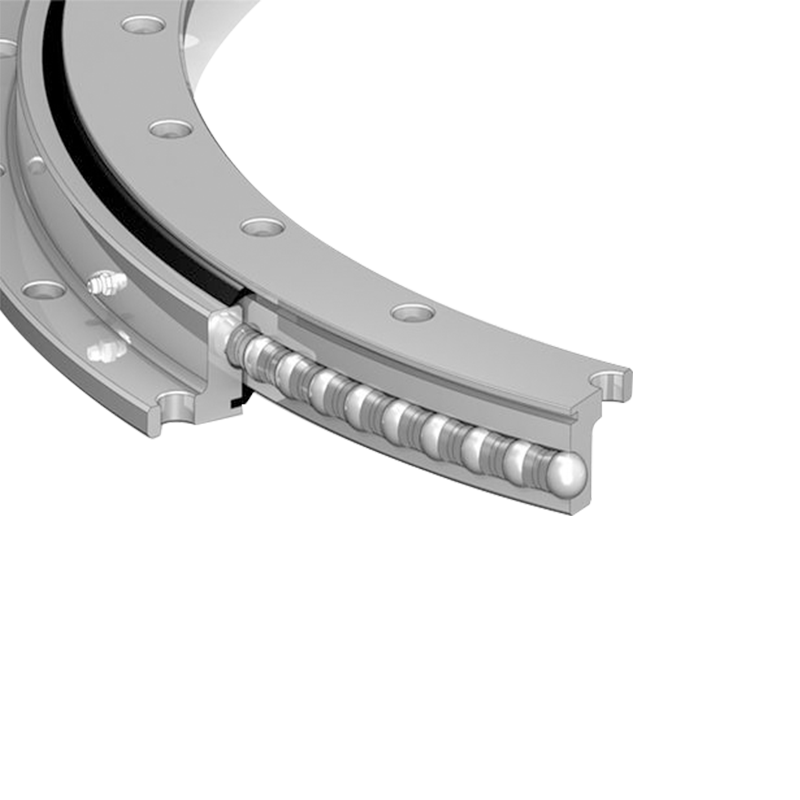
A versenypályákon kívül a gördülő elemek-amelyek általában hengeres hengerek egy keresztezett konfigurációban-hőkezelnek a nagy keménység és a fáradtság élettartama érdekében. Ezek a görgők általában csapágyminőségű króm acélból készülnek, például GCR15 (AISI 52100 vagy DIN 100CR6). Ez az anyag kiváló keménységet, kopásállóságot és dimenziós stabilitást kínál. A hengereket teljes oltási és edzési folyamat révén hőkezeljük, ami a HRC 60–66 keménységét eredményezi. Ez biztosítja az alacsony gördülési ellenállást és a meghosszabbított élettartamot, még nagy terhelések és folyamatos működés mellett is.
A távtartót vagy az elválasztókat, amelyeket az egységes görgős távolság fenntartására használnak, gyakran mérnöki műanyagokból (például nylon vagy POM), sárgaréz vagy akár enyhe acélból készülnek, a működési sebességtől és a környezeti feltételektől függően. Ezeket az alkatrészeket általában nem hőkezeljük, hanem a kenéssel és a termikus bővítéssel történő kompatibilitáshoz választják.
A fogaskerékfogak - ha a csapágy egy külső vagy belső fogaskerék -gyűrűt tartalmaz - a vágás után indukciós edzésnek is kitéve. A fogaskerekes szegmensek fogfelszíni keménysége általában a HRC 50–60 körül van, körülbelül 1,5 mm és 3 mm, biztosítva a kopásállóságot és a fogprofil fenntartását az ismételt elkötelezettség alatt.

A megkeményedésen kívül a hőkezelés után edzést alkalmaznak a belső feszültségek enyhítésére és a törékenység csökkentésére. Ez elősegíti a felület repedését és torzulását a működés közben. Ezenkívül a megmunkálás előtt a lágyítás vagy normalizálás alkalmazható a csapágygyűrűkkel, hogy biztosítsa az egyenletes mikroszerkezetet és javítsa a megmunkálhatóságot.
A korrózióállóság egy másik szempont, különösen a tengeri, offshore vagy a tiszta szoba alkalmazásaiban. Ilyen környezetben felületi kezelések, például fekete-oxid bevonat, foszfát bevonat vagy akár speciális korrózió-rezisztens bevonat alkalmazható. Ritka esetekben rozsdamentes acélt (például AISI 440C) használnak, de ez ritka a költségek és az alacsonyabb terheléskapacitás miatt, mint a 42CRMO vagy a GCR15.
Az egysoros keresztezett hengeres csapágyak tipikus anyag- és hőkezelési előírásai a következők:
Raceway Anyag: 42Crmo (AISI 4140), A felület indukciója HRC 55–62 -re edzett, 3–6 mm -es keményedési mélység
Hengeres anyag: GCR15 (AISI 52100), átmenve a HRC 60–66-ra.
Gear fogak: Az indukció megkeményedett HRC -re 50–60, mélység 1,5–3 mm
Alapvető keménység (Raceway): HRC 30–40 a szerkezeti keménységért
Ketrec anyag: nejlon, sárgaréz vagy enyhe acél, a feltételektől függően
Opcionális korrózióvédelem: Fekete -oxid, foszfát bevonat vagy szükség szerinti bevonat
Ezek a specifikációk elengedhetetlenek annak biztosításához, hogy a csapágyak megbízhatóan teljesítsenek komplex terhelések és meghosszabbított szolgáltatási időközönként. A gyártási minőség -ellenőrzés - beleértve a keménységvizsgálatot, a mikroszerkezet -elemzést és a dimenziós ellenőrzést - kritikus fontosságú annak ellenőrzésében, hogy a hőkezelési folyamatok elérik -e a kívánt tulajdonságokat. Mondja meg, ha szüksége van egy kibővített verzióra a műszaki dokumentációhoz, a beszállítói röviden vagy a SEO-orientált weboldal tartalmához.

A Jiangsu Manchen Transmission Technology Co., Ltd. kiemelkedik az egyedi, megbízható és pontos csapágyak létrehozásában a különféle iparágak számára, folyamatosan innovációval a legmagasabb színvonal megfelelése és az együttműködési lehetőségek keresése. Megbízható és állandó forgatókönyv szállítója Kínában.
Gyors linkek
Termék -linkek
Vegye fel velünk a kapcsolatot
-
Address:8. szám, Nanqiu Road, Huangtu város, Jianyin City , Kína
-
Tel:+86-13646122221
-
E-mail:
-
E-mail:ma@slewingbearingcn.com
